�X�F���t��ˇ����
���ߣ��L�d���_�t�I(y��)����Դ����վԭ��(chu��ng)���l(f��)����2025��12��23�ա�����ИI(y��)�������L���y(t��ng)Ӌ��654
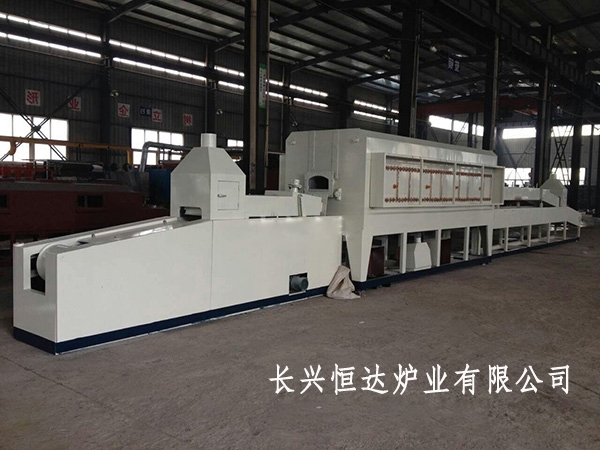
�X�F���t�nj��T�����X����Ͻ��F�����O(sh��)�䣬��������ͨ�^�ӟ�ʹ�F���ۻ�������ĸ�ģ��γ��ι̽��^���X�F���t�V����(y��ng)������܇�����պ��졢��ӵ��I(l��ng)�������m�Ͼ��ܻ��Ҫ����F��������
һ���X�F���t�ĺ������c
�ضȿ��ƾ�����ͨ���ضȷ�����0-1200��֮�g���ؾ��ȸߣ��_���F�Ͼ����ۻ���
��տ��Ƈ���������F���t����նȿ��_5.0×10⁻⁴Pa���ϣ���Ч�������������w���o�F���t���ö��Ԛ��w�����⣩���o�����C�����|(zh��)����
�ӟṦ�ʶ�������15KW��1685KW���ȣ��m��(y��ng)��ͬ�ߴ�Ͳ��|(zh��)�Ĺ�����
�X�F���t�Ĺ�ˇ������Ҫ��������ʂ䡢�b�䡢�F������s�������傀�P(gu��n)�I���E���������F���t�S���L�d���_�t�I(y��)����˾С�������������X�F���t��ˇ���̾��w���£�ϣ���������㣡
1. ����ʂ�
- ���������ʹ�þƾ������͵��ЙC�܄�ȥ�������������ۣ��������a(ch��n)�ɲ�������Ó֬������ϙCе���������ϴ�����Ч�ʡ�
- ���������������(j��)���Ϻ����a(ch��n)�l���x��Cе������ɰ݆����ɰ�������W(xu��)���g������10%NaOH��H2SO4��Һ����늻��W(xu��)���g�����������S���M�й���̎�����к�̎����
- 僸���������ĸ�ı���僸����٣���懡��~���Ը����F���ԣ����÷��������僡����W(xu��)僻���僡�
2. �b��
- ��λ�c�����������Զ�λ��A�߹̶��������_���F���A(y��)��λ�Üʴ_�������c�ӟ�Ԫ�����|��
- ������Ϳ�����ڷ��F���^(q��)��Ϳ�����������������X��������cճ�Y(ji��)���Ļ�������ֹ�F�����ӣ��F���������
3. �F��
- ����F��������նȲ�����1.33×10⁻²Pa�ĭh(hu��n)���У��ӟ���577�����ϣ������VԪ��ȥ������Ĥ��ʹ�F�ϝ���ĸ���γɺ��p��
- �t���F�����ڿ՚�t�������F�����ӟ����F���ضȣ������F��ȥ������Ĥ���F���ۻ��������g϶�����ɽ��^��
- ���w���o�F�������ö��Ԛ��w�����⣩���o���F��ǰ�ص���ϴ�B�ӱ��棬�t��(n��i)����ÓQ���B�m(x��)���M������������
4. ��s
- ��Ȼ��s���F������Ȼ��s���Ҝأ����������s��(d��o)�½��^��(y��ng)���_�ѡ�
- �ܿ���s�����߾��Ȼ�ߏ���Ҫ��Ĺ����������ܿ���s���ʣ���t���ˮ�䣩�Ա��C���^���ܡ�
5. ����
- ȥ�����������ß�ˮ�_ϴ�W(xu��)��ϴ����������Һ��ȥ���F����������ֹ���g��
- ����̎���������p�M�д�ĥ��������g��̎����������g�Ժ����^�ȡ�

|
|



